響應聯合國2024年「世界水日(World Water Day)」,環境部於3月21日辦理首屆「淨水永續獎」頒獎典禮,表揚14家績優企業及其協力企業,肯定這些企業對廢水處理能資源化與智慧創新的努力。
113年度能資源化類與智慧管理類共計14家績優企業獲獎,無論是在原料回收、廢水回收、發電創能、污染減量以及智慧化管理等方面上,獲獎企業皆具備優良的新興廢水處理技術,在多家優良企業的角逐下,最終獲得「2024-淨水永續獎」績優企業的殊榮!
2024得獎名單
- 能資源化
下水道系統組
- 能資源化
高科技產業組
- 能資源化
傳統產業組
- 能資源化
畜牧業、畜牧糞尿或生質能資源化處理中心組
- 智慧管理組
企業得獎亮點
能資源化
下水道系統組
經濟部水利署臺北水源特定區管理分署坪林污水處理廠
協力廠商-翔益營造有限公司
淨水永續成效
- (一)能資源永續應用情形
- 綠電及節能部分
- (1)112年3月建置完成87kWp太陽能光電系統,年發電量92,959度。
- (2)污水處理操作流程由VIP改為A2O雙線操作,使污染物質去除率提昇,而污泥產生量則減少45%,並使污水處理設備單位用電效率提升40%。
- 節水部分:112年2月建置完成雨水貯集利用設施,年節水量213度。
- 放流水質之變化:放流水水質遠優於放流水標準且皆符合飲用水水源水質標準,且經三級處理之放流水每年可補注河川流量約36.5萬噸。
- (二)智慧管理永續應用情形
- 106年建置完成污水系統營運管理平台,並逐年提升資訊化管理平台功能。
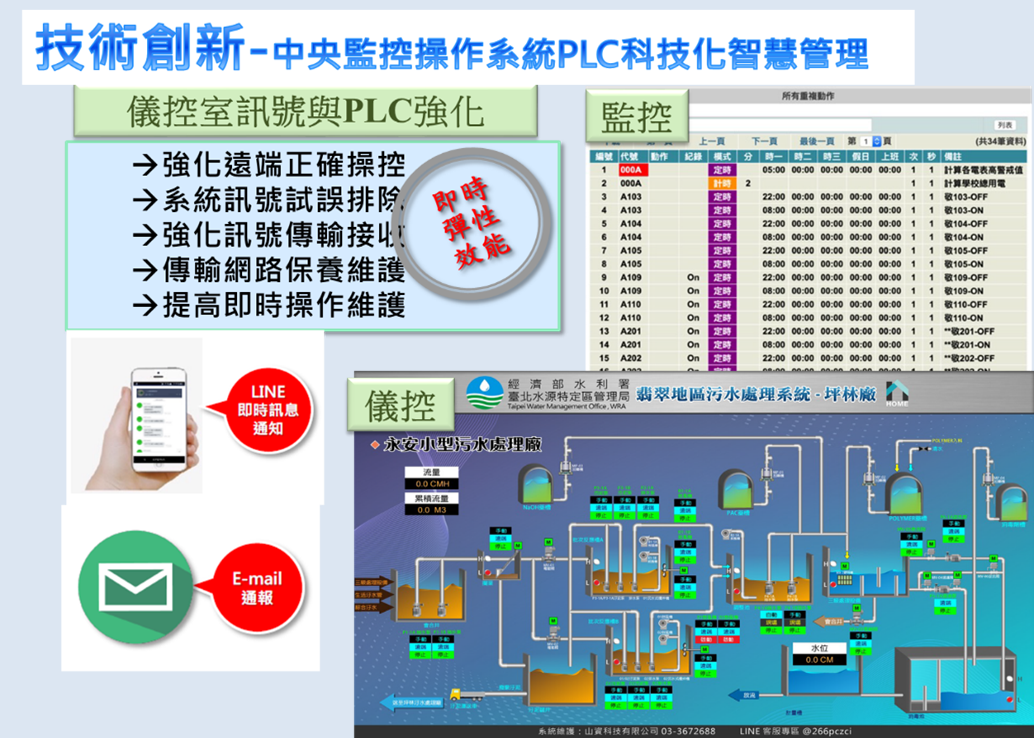
- 112年12月完成中央監控操作系統PLC遠端即時監控及警示系統更新,可由坪林污水處理廠即時監控,並可採用AI自動警示及由坪林污水廠進行排程管理。
 設備節電操作
設備節電操作
淨水永續績效
- (一)技術創新性
- 科技化管理:以污水系統營運管理平台及中央監控系統PLC,進行遠端監控及警示,並可供內政部國土管理署進行大數據分析。
- 技術創新:推動適用於水質水量保護區之建築物污水處理設施(淨化槽)認證作業。
- 設備延壽及節能:導入設備健全度評價制度進行延壽;建立設備能耗基線進行節能。
- (二)技術永續性
- 能資源化部分
- (1)建置完成雨水貯集利用設施,年節水量213度。
- (2)污泥脫水後交由合法污泥處理廠再製作為混凝土摻料。
- (3)節能減碳:於廠區種植喬、灌木1,550株進行固碳,並設置太陽能光電系統及設置雨水收集利用系統,每年可減(固)碳量約124噸。
- 資源管理部分:維護翡翠水庫良好水質,並自102年起皆維持在優良的貧養等級。
- (三)技術推廣性:預計適用於水質水量保護區之淨化槽獲認證通過後,可推廣運用於全國。
 技術創新
技術創新
臺南市永康水資源回收中心及再生水廠
協力廠商-山林水環境工程股份有限公司
淨水永續成效
用水
本廠回收水再利用主要用於藥品泡藥、消防用水、景觀池用水、設備清洗、植栽澆灌等,且開放予外部單位取用,112年度共使用提供 180,649立方公尺。
另本廠提供再生水予南部科學園區(台積電、聯電及群創)使用,配合乾旱期(4~8月)增供約17.6萬立方公尺,於112年度共提供312.6萬立方公尺。
用電
本廠用電透過能源效率、節能、變頻控制等訂定並執行相關措施,本廠平均用電度數 1.01度/m3(污水廠 0.49 度/m3、再生水廠 0.52 度/m3),優於同級再生水廠。
另本廠廠內設有太陽能板,112年發電量為65,572 kWh。
設備節能
鼓風機設備使用1台滿足曝氣量需求;並使用高效率散氣板;RO加壓泵浦操作能耗每降低 1 kg/m3可減少能耗約10%。
淨水永續績效
電力系統雲端分析資料庫建立
針對主要動力設備進行用電監控需求建立相關硬體設備,透過用電管理計畫建立電力系統雲端資料庫。
技術交流座談會
共同舉辦「再生水處理技術」技術座談會。
ISO國際品質管理認證及TAF認證
導入ISO 9001、ISO 14001及ISO 45001。
 廢水處理程序
廢水處理程序
臨海水資源中心
協力廠商-美商傑明工程顧問股份有限公司
淨水永續成效
- 制定標準作業流程,降低耗能、節省資源及提高處理效率之最佳化操作,提高服務穩定性
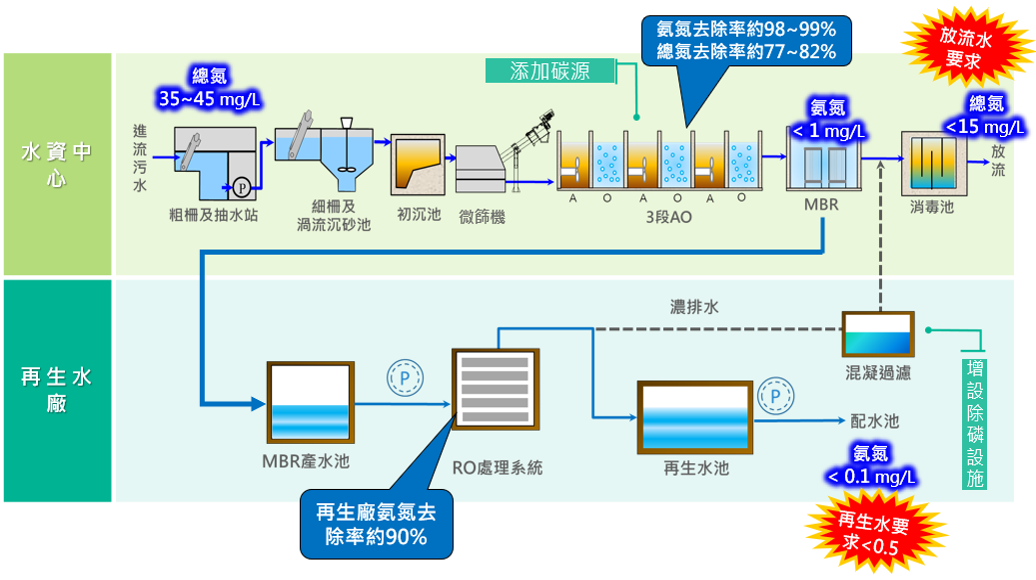
- 4段AO及MBR+RO處理技術,提高處理水量及放流水品質
- 無償提供回收水予外界植栽澆灌、道路清掃等使用
- 創新水處理技術、扶植相關產業,提升水處理技術發展
- 透過污水處理及再生水產製,有效滿足用水需求
- 訂定再生水保證量機制,提升營運穩定
淨水永續績效
設有太陽能與風力發電、RO機組設置能量回收裝置、沼氣回收乾燥機使用及消毒放流之中水提供給各單元使用,達到自產自用、環境永續、愛護地球的自我期許與目標
能資源化
高科技產業組
日月光半導體製造股份有限公司十一廠
協力廠商-勝億企業有限公司
淨水永續成效
K11自2021年起將可回收濕製程機台100%回收,除了建置UF回收系統,亦依廠區廢水水質採取不同的回收方式,例如: 清洗晶圓表面的廢水供給冷卻水塔再使用、冷卻水塔的廢水供給洗滌塔再使用、空調冷凝水回收、UF回收系統擴充..等,2016年至2023年累計水回收量達23,058,875噸。
- 廠內可回收之濕製程100%回收
- 產線累計節水量101萬噸
- 廢水回收累計2,306萬噸
- 有害污泥減量累計7,098噸
- 碳排放減量15,177噸CO2e
 廢水回收再利用
廢水回收再利用
日月光半導體製造股份有限公司材料四廠
淨水永續成效
- 每年減少自來水使用量560萬噸、節電量735,624KW、減碳量3,293,170kg/CO2e
- AI智能導入,效能提升
- 中水導入提升水質,減少自來水560萬噸/年
- 利用14個相關參數帶入AI model動態計算2B3T再生時間,達到運轉最佳化
- 減少再生用藥:液鹼 769.39 噸/年 、鹽酸834.63 噸/年
 導入AI智能,提升效能
導入AI智能,提升效能
台積電南科再生水廠
協力廠商-CTCI中鼎工程股份有限公司
台積公司致力推動水資源永續管理,投入再生水技術發展,攜手政府單位開發符合自來水供水標準的民生廢水再生流程及工業廢水回收技術,並與中鼎集團合作打造全球首座工業再生水回用至半導體製程的「台積電南科再生水廠」,此再生水廠為台灣首座由民間企業自行投資開發興建的再生水廠,由中鼎受台積電委託進行投資設計、興建及20年的操作營運(Design, Build, Own and Operation, DBOO)使得南科廠區水源自再生水獲得穩定供應,持續降低自來水用量需求並友善環境,集結產官學創新技術,精進淨水永續績效,朝多元水資源循環再生的永續目標邁進。
淨水永續成效
2021年啟動系統試車,經過長期投入和努力,於2022年9月正式啟用,為全球首座回收工業廢水,且應用於半導體製程的工業再生水廠,2023年1月達成台灣首次將再生水回用至半導體晶圓製程,2023上半年再生水使用總量達460萬噸,幫助台積電南科廠區節省自來水達30%,因此成功發展再生水的技術與應用,達成淨水永續的績效。
淨水永續績效
我們致力推廣環境教育與綠色製造理念,淨水永續需要落實日常生活,因此規劃推廣環境教育,並於2023年12月台積電再生水廠取得環境部頒發的環境教育設施廠所認證書[(112)環部研證字第EC112001號],展開環境教育工作、推廣教育服務,以實踐水資源永續行動為目標,成就環境友善與工業技術經濟發展的共好共榮之願景。
能資源化
傳統產業組
正隆股份有限公司大園廠
淨水永續成效
正隆大園廠廢水處理場自民國83年設立厭氧反應器,廢水厭氧處理具有高效率、低耗能等優點外並具有產生沼氣發展綠能的條件。憑藉優良的顆粒化厭氧菌種,能有效將廢水中溶解性有機物轉化為沼氣,轉化比例高,僅需4~5小時反應時間,即可提供2,400KW發電機組運轉所需之沼氣產生量。
於111年設置沼氣生物脫硫系統及總裝置容量2,400kW 沼氣發電機組(1200kW兩部)與餘熱回收鍋爐。利用生物反應器內硫細菌與硫化物發生反應轉變為硫元素,大幅降低沼氣中硫化物濃度並提高甲烷濃度。回收發電機高溫煙氣產生蒸汽,供應造紙製程使用;回收發電機汽缸冷卻水熱能提高鍋爐效率,增加沼氣綠能效益。
東豐纖維企業股份有限公司路竹織染廠
東豐纖維成立於1954年,在地經營70年,於台灣及全球多國均具有生產基地及服務據點,為一全球化紗線、織造、染整、成衣製作等垂直整合服務企業,公司創立至今秉持正直、誠信、嚴謹、樸實的信念。東豐纖維 堅信『紡織』絕對不會是夕陽工業,因為『穿』是人類生活必須品,同時用於家庭生活與工業上的相關布料更是不可或缺,因此只要能夠順應時代潮流的變遷,持續的投入研究與開發,勢必能夠創造最佳獲利,朝向公司願景目標邁進。
淨水永續成效
- 紡織產業耗水費減徵 達45%以上可減徵!!
- 配合政府南向政策,成功移植技術於 泰國 染整廠,並獲官方肯定
- 透過各面向紡織交流研討會,已推廣該回收技術於台灣紡織產業
- 透過 源頭管理 & 提升生物處理技術 實現可持續回收之技術
- 智慧製造&低碳技術 雙軌融合,實現可驗證即時動態 碳&水 管理系統
南亞塑膠工業股份有限公司麥寮總廠
協力廠商-水之源企業股份有限公司
台塑企業於 1958 年成立南亞公司從事 PVC 管、膠皮、膠布等塑膠二次加工的生產。本公司歷經多年的努力,組織得以不斷擴充、成長及茁壯的動力來源,就是二位創辦人王永慶先生與王永在先生一再強調、並且身體力行的「勤勞樸實、止於至善、永續經營、奉獻社會」精神。
在事業經營有成之餘,也持續投入教育、醫療服務及關懷弱勢的公益事業,並且不斷擴充其規模,致力提升效益與品質,以善盡企業公民的責任。
淨水永續成效
麥寮總廠產生廢水以『製程源頭回收循環再利用為主,末端廢水處理場回收處理為輔』在此策略下進行源頭節水減量總量管制,另因應用水需要於麥寮廢水處理場規劃增設放流水回收系統,淨化水質回供製程使用。
產量因應市場需求調整組合,歷年變化幅度小於35%,經製程持續改善後,廢水產生量由2006年的16,550CMD減量至2023年的3,128CMD,減幅達-81%。
廢棄污泥量經廢水處理場的努力改善後,COD處理量減幅-67%,廢棄污泥量由11,171Kg/日減量至1,965Kg/日,減幅達-82%。
為減少水資源使用量,麥寮總廠於2022年投資新台幣2.83億元在麥寮廢水場增設放流水淨化回收系統,將原本處理後的放流水再導入SUF+RO+AOPs程序,可產生3,150CMD之淨化水回供製程使用,相關工程持續優化及精進,預定2024/12/31完成。
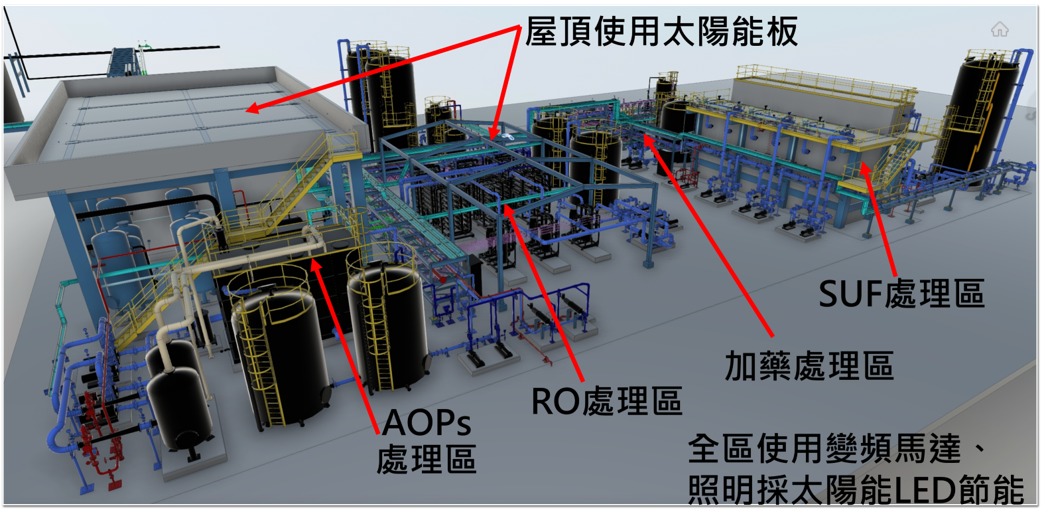 SUF+RO+AOPs程序
SUF+RO+AOPs程序
能資源化
畜牧業、畜牧糞尿或生質能資源化處理中心
業興環境科技股份有限公司
淨水永續成效
 淨水永續達到經濟、環境、社會效益
淨水永續達到經濟、環境、社會效益
中央畜牧場
協力廠商-中央綠能有限公司
中央畜牧場重視永續經營,欲提供國人優質、健康且友善環境的豬肉,實踐「從農場到餐桌、從泥巴到嘴巴」。牧場採密閉負壓畜舍提供舒適環境、降低疫病,以歐系管理提高品質與效率,蘇氏兄弟(蘇增、蘇鵬)更於民國101年創立「中央畜產有限公司」專職肉品銷售,實現產銷一條龍。
為達養豬零排放,民國105年成立「中央綠能有限公司」經營沼氣發電之綠能事業,透過千噸級微生物厭氧槽與微型渦輪發電機,以沼氣行發電工程,此外沼渣成為微生物降解肥料,再配合中央農場近4公頃的智慧環控溫室栽種有機蔬果,最後將檢驗合格的排放水灌溉農田達成全循環養豬農場。
淨水永續成效
- 菌藻廢水清洗豬舍:建立2000噸藻菌廢水處理示範模場,使用15%菌藻反應槽廢水清洗豬舍
- 太陽能板發電:每年產生23萬度,碳排放量降低119.3公噸
- 沼氣發電:每年產生114萬度,碳排放量降低732.7公噸,約550戶家庭用電量/日
 太陽能板發電
太陽能板發電
 沼氣發電機
沼氣發電機
智慧管理組
日月光半導體製造股份有限公司九廠
淨水永續成效
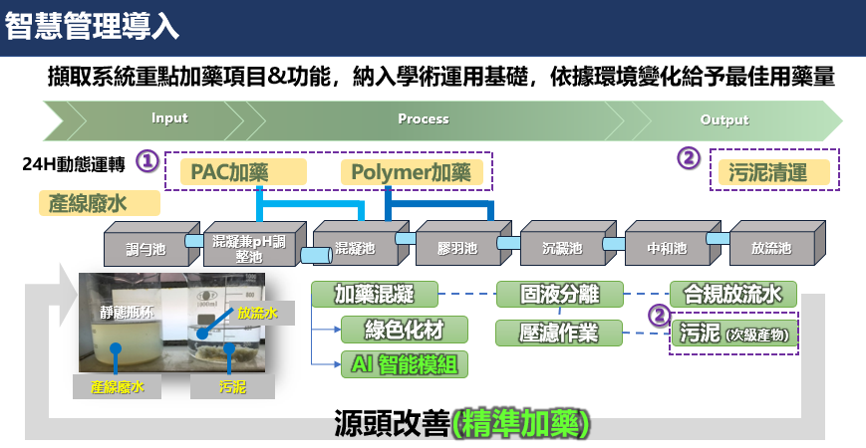
AI智能廢水廠,則是利用數據整合,運用偵測儀器取代人力監視,善用電腦運算改善人力調整所需之頻率,鎖定廢水目標管制項目進而強化系統管末觀察,將其不同時段的廢水,AI自動依據水質水量演算出合適藥品添加量。
廢水槽池包含許多複雜的物質,基本由7個槽體組成,初估22項特徵因子,將其提供之相關因子進行數據分析及篩選。
本創新採用堆疊法(Stacking)特性,加入4種不同模型取其優良表現合成一模型作為選用模型,再加入水質量平衡公式作為增強因子,協助模型收斂。
 AI智能與模組學習
AI智能與模組學習
台灣美光記憶體股份有限公司
淨水永續成效
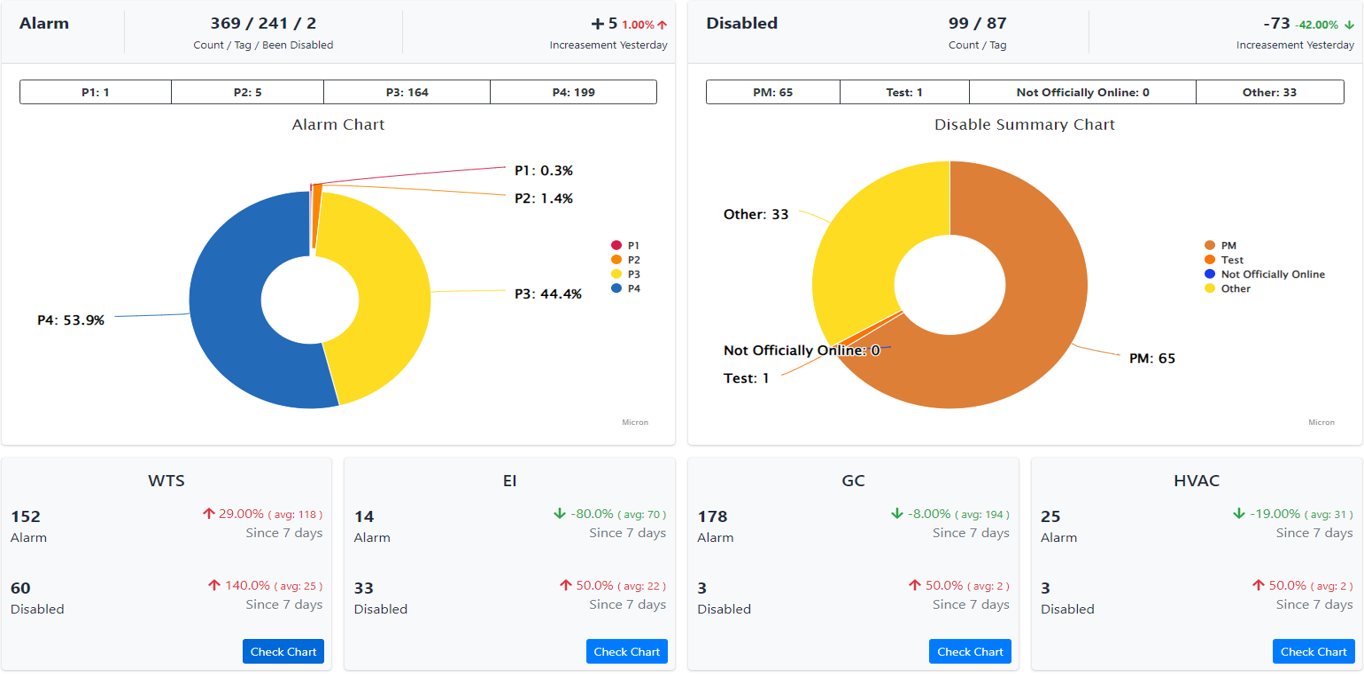
導入大數據和人工智慧與雲端資料庫等管理措施,實現自動化與智慧化之管理,用以評估各系統改善機會點,達到增加年回收水量等應用之目的。
除了廠內的用水優化與回收,廠外的自來水也很重要,因此透過建立自動化輸出水庫歷年液位,參考歷年液位及限水程度,即早預警並調整廠內自主節水措施,達到更智慧化的運轉。
透過初期架設流量計與Sensor,用來建立與作證水平衡圖,最後透過自動化輸出各系統KPI,譬如監控各系統回收率監控、全廠及製程回收率,提升水資源利用效益,以達到水處理智慧化管理的目的。
導入如大數據和人工智慧等管理措施,實現自動化與智慧化之管理,同時降低資源消耗,促進綠色、環保的企業發展。藉由整合系統評估改善機會點,以達到增加年回收水量之目的,2019至2023共增加7.2百萬噸回收水(相當於2,880座奧林匹克游泳池)。
隨著先進製程的進步,台灣美光還是會持續增加智慧化管理,建立細部製程用水指標,增進廠內回收水措施,實現我們對於永續營運的承諾,並攜手全體美光同仁實質的回饋給台灣的環境與社會,為台灣的水資源進一份心力。
 數位化監控廠務處理系統
數位化監控廠務處理系統
李長榮化學工業股份有限公司高雄廠
淨水永續成效
李長榮化工高雄廠設有一座批式活性污泥廢水處理場(SBR),設施中有兩座活性污泥池,104年開始規劃挪用其中一座活性污泥池改建成薄膜生物處理場(MBR),並於105年2月建造完成,同年8月試車完成開始營運,對工廠的好處共計有三:
- (一)以現有占地面積之廢水日處理能力由800CMD提升至1400CMD。
- (二)製程工廠產生的廢水經過MBR處理後,處理水全回收再使用於焚化爐洗滌水及冷卻水補充水。
- (三)減少工業水耗用量,105~112年累計減少耗用2,634,960M3。
淨水永續績效